
Немного о сварке

НЕМНОГО О СВАРКЕ
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого.
Явление электрического дугового разряда впервые было открыто в 1802 г. русским ученым, профессором Петербургской медико-хирургической академии В.В. Петровым. В своих трудах он не только описал явление электрической дуги, но и предсказал возможность использования теплоты, выделяемой дугой, для плавления металлов. Однако в то время это открытие не нашло практического применения из-за низкого уровня развития техники. Только спустя 80 лет, в 1882 г. талантливый русский изобретатель Н.Н. Бенардос разработал и предложил практический способ использования электрической дуги для сварки металлов. По этому способу сварка производилась электрической дугой, возбуждаемой между угольным электродом и изделием. Несколько позже, в 1888 г. русский инженер-изобретатель Н.Г. Славянов разработал способ сварки с помощью металлического электрода. Н.Н. Бенардос и Н.Г. Славянов разработали также основные положения и других методов сварки: с несколькими электродами, в защитных газах, контактной сварки. В царской России эти изобретения получили ограниченное практическое применение, а затем были почти забыты.
В 1929 г. советский инженер-изобретатель Д.А. Дульчевский разработал способ автоматической дуговой сварки под флюсом. С 1940 г. этот способ стал внедряться в промышленность и строительство.
К важным преимуществом сварки следует отнести возможность при производстве изделия выбирать его наиболее рациональную конструкцию и форму. Сварка позволяет экономно использовать металлы и значительно уменьшить отходы производства. Например, при замене клепаных конструкций сварными экономия материалов в среднем составляет 15...20%, а при замене литых – около 50%. Трудоемкость сварочных работ меньше, чем при клепке и литье. Исключаются такие работы, как разметка, сверловка отверстий, сложная формовка и др. Особенно ощутимо снижение трудоемкости при изготовлении крупногабаритных изделий: при замене литых корпусов и станин сварно-литыми, а штампованных изделий сложной формы – штампо-сварными, что, в свою очередь, снижает их себестоимость.
Сварные соединения по прочности, как правило, не уступают прочности того металла, из которого сделаны изделия. Сварные конструкции хорошо работают при знакопеременных и динамических нагрузках, при высоких температурах и давлениях.
Особо следует подчеркнуть, что условия труда при сварке с точки зрения, как гигиены, так и безопасности значительно лучше, чем при клепке и особенно при литье.
Для осуществления сварки необходимо сблизить кромки соединяемых частей и создать условия, необходимые для того, чтобы между ними начали действовать межатомные связи.
Существуют свыше 60 видов сварки, которые классифицируют по основным физическим, техническим и технологическим признакам.
По физическим признакам в зависимости от формы используемой энергии предусматривается три класса сварки: термический, термомеханический и механический. Термический класс включает виды сварки с использованием тепловой энергии (дуговая, электрошлаковая, электроннолучевая, плазменная, газовая и др.). Термомеханический класс объединяет виды сварки, при которых используются давление и тепловая энергия (контактная, диффузионная и различные прессовые виды). Механический класс включает виды сварки с использованием механической энергии и давления (сварка холодная, взрывом, ультразвуковая, трением и др.).
Технические признаки различных видов сварки следующие: по способу защиты металла в зоне сварки (в воздухе, в вакууме, в защитном газе, под флюсом, по флюсу, в пене, с комбинированной защитой); по непрерывности процесса (непрерывные, прерывистые); по степени механизации (ручные, механизированные, автоматизированные, автоматические); по типу защитного газа (в активных газах, в инертных газах и их смесях) и по характеру защиты металла в зоне сварки (со струйной зашитой, в контролируемой атмосфере).
Технологические признаки установлены для каждого вида сварки отдельно.
КЛАССИФИКАЦИЯ И СУЩНОСТЬ ДУГОВОЙ СВАРКИ
Дуговой сваркой называется сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги. Дуговая сварка классифицируется по следующим основным признакам: по виду электрода (плавящимся или неплавящимся электродом), по виду дуги (свободной или сжатой дугой), по характеру воздействия дуги на основной металл (дугой прямого или косвенного действия, трехфазной дугой). Плавящиеся электроды подразделяются на штучные, проволочные и ленточные. Они применяются как сплошного сечения, так и порошковые. Неплавящиеся электроды применяются: вольфрамовые, угольные и графитовые.
Дуговую сварку производят постоянным током прямой и обратной полярности, переменным током как промышленной, так и повышенной частот и пульсирующим током. При этом сварка может быть выполнена как одно-, двух- и многодуговая (с раздельным питанием каждой дуги), так и одно-, двух- и многоэлектродная (с общим подводом сварочного тока).
Существуют следующие основные разновидности дуговой сварки.
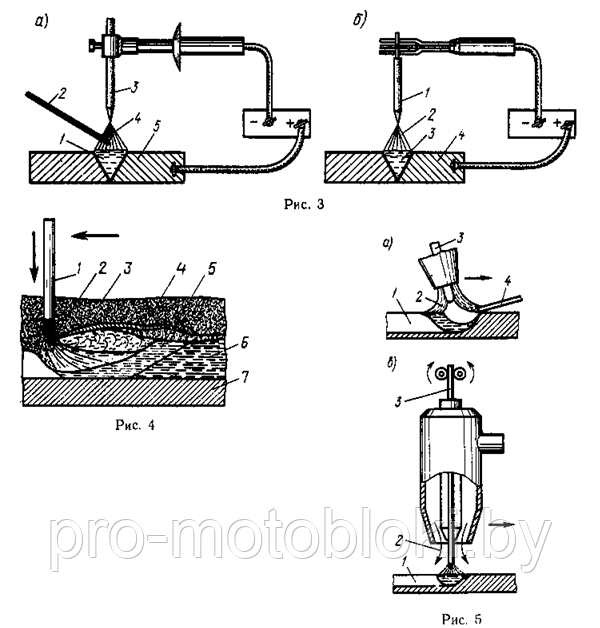
Ручная дуговая сварка производится двумя способами: неплавящимся и плавящимся электродом. По первому способу (рис. 3, а) свариваемые кромки изделия 5 приводят в соприкосновение между неплавящимся (угольным или графитовым) электродом и изделием возбуждают электрическую дугу 4. Кромки изделия и вводимый в зону дуги присадочный материал 2 нагреваются до плавления и образуют ванну расплавленного металла, который после затвердевания превращается в сварной шов 1. Этот способ используется иногда при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов. Второй способ сварки (рис. 3, б), выполняемой плавящимся электродом, является основным при ручной дуговой сварке. Электрическая дуга 2 возбуждается между металлическим (плавящимся) электродом 1 и свариваемыми кромками изделия 4. Теплота дуги расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует сварной шов 3.
Автоматическая сварка под флюсом (рис. 4) – это дуговая сварка, в которой механизированы основные движения (на рис. показаны стрелками), выполняемые сварщиком при ручной сварке – подача электрода 1 в зону дуги 2 и перемещение его вдоль свариваемых кромок изделия 7. При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производится сварщиком вручную. Жидкий. металл сварочной ванны 5 защищают от воздействия кислорода и азота воздуха расплавленным шлаком 4, образованным от плавления флюса 3, подаваемого в зону дуги. После затвердевания металла сварочной ванны образуется сварной шов 6. Хорошее качество швов и высокая производительность обеспечили автоматической и полуавтоматической сварке под флюсом широкое применение.
Дуговая сварка в защитном газе выполняется неплавящимся (вольфрамовым) (рис. 5, а) или плавящимся (рис. 5, б) электродом 3. В первом случае сварной шов формируется за счет металла расплавляемых кромок изделия. При необходимости в зону дуги подается присадочный металл 4. Во втором случае подаваемая в зону дуги электродная проволока 3 расплавляется и участвует в образовании сварного шва 1. Расплавленный металл защищают от окисления и азотирования струей защитного газа 2, оттесняющей атмосферный воздух из зоны дуги.
СВАРОЧНЫЕ АППАРАТЫ
Сварочный аппарат – незаменимый инструмент для домашнего мастера. Монтаж арматуры для фундамента, ремонт забора, калитки или гаражных ворот – везде необходима сварка. Каждый раз нанимать специалиста-сварщика затратно, выгоднее самому приобрести сварочный аппарат, научиться работать с ним и экономить впоследствии значительные суммы.
Чтобы определиться с выбором сварочного аппарата для бытового использования необходимо представлять, какие бывают режимы сварки, а также какие аппараты применяют для этих режимов. Применение различных режимов сварки для обработки различных материалов приведены в таблице.
| Метод сварки | Род тока | Свариваемый материал | ||
| углеродистая сталь | нержавеющая сталь | алюминий и его сплавы | ||
| MMA ручная дуговая сварка штучным (покрытым) электродом | AC | + | - | - |
| DC | + | + | + | |
| TIG ручная сварка неплавящимся (вольфрамовым) электродом в среде инертного газа: аргона или гелия | AC | - | - | + |
| DC | + | + |
| |
| MIG/MAG полуавтоматическая сварка плавящейся проволокой в среде защитного инертного или активного газа | AC | + | + | + |
Электросварочные аппараты бывают трех основных типов:
- Понижающие сварочные трансформаторы, осуществляющие сварку переменным током. Они имеют разорванный магнитный контур, за счет регулирования магнитного зазора происходит изменение сварочного тока. Эти агрегаты весьма надежны и эффективно используются для сварки в режиме MMA-AC. Используются для сварки углеродистой стали, когда не требуется повышенное качество сварного шва.
- Сварочные выпрямители работают в режиме MMA-DC, то есть на выпрямленном токе. С помощью этих агрегатов можно варить углеродистую и нержавеющую сталь, а также сплавы алюминия. Качество сварного шва получается значительно выше.
- Сварочные инверторы, работающие в зависимости от модели во всех представленных режимах. Это универсальные аппараты, осуществляющие сварку любых материалов током высокой частоты.
Выбор понижающего сварочного трансформатора
Основной характеристикой, на которую необходимо обращать внимание при выборе сварочного понижающего трансформатора, является его рабочее напряжения. Сварочные трансформаторы могут работать от трехфазной сети или однофазной сети 380/220 В. Более универсальны комбинированные модели, которые можно подключить как к трехфазной сети, так и на фазное напряжение между двумя фазами, и на напряжение 220 В.
Вторым параметром является мощность сварочного трансформатора. Модели с питанием ~380 В имеют более высокую мощность и вызывают меньший перекос напряжений в сети, но далеко не у всех есть возможность подключения к трехфазной сети. Заявленная мощность трансформатора не должна превышать максимально-допустимой мощности вашей сети.
При выборе также следует учесть диапазон рабочих токов и размеры используемых электродов. Для сварки углеродистой стали достаточно диапазона токов 80-160 А, электроды обычно применяют от 1 до 6 в зависимости от толщины заготовок.
Вес и габариты сварочного трансформатора имеют значение в том случае, если вы планируете перемещать его. Поскольку все сварочные аппараты этого типа весьма тяжелы, лучше отдать предпочтение агрегату, оснащенному колесами и ручкой для удобства передвижения.
Выбор сварочного выпрямителя
Сварочные выпрямители работают на импульсном выпрямленном токе, что позволяет увеличить устойчивость дуги, снизить образование брызг металла, уменьшить расход электродов. В целом применение выпрямленного тока позволяет получить более ровный и тонкий сварной шов, что важно для декоративных элементов.
Сварочные выпрямители могут работать как на трехфазном, так и на однофазном переменном токе, при этом выпрямители подключают по трехфазной или однофазной мостовой схеме. Подключение по трехфазной схеме дает большую устойчивость горения дуги и большую мощность, но, опять же, необходимо ориентироваться на возможность подключения к трехфазной сети ~380 В.
При выборе следует обратить внимание на диапазон сварочных токов, удобство регулирования режимов, толщину применяемых электродов. Регулирование режимов и тока сварки у выпрямителей обычно осуществляется ступенчато.
Выбор сварочного инвертора
Сварочный инвертор – универсальный аппарат, благодаря широкому диапазону режимов сварки он весьма популярен у мастеров различного профиля. Цена его выше, чем у других сварочных аппаратов, но зато габариты, вес и потребляемая мощность позволяют использовать инверторы для сварки в любых условиях.
На что обратить внимание при выборе сварочного инвертора? Основным параметром, как и в предыдущих случаях, является напряжение питающей сети – 380 В или 220 В, при этом трехфазные инверторы имеют большую мощность. От мощности также зависит длительность срока службы: при равных нагрузках более мощный инвертор будет меньше перегреваться и прослужит дольше.
Второй важный параметр – диапазон режимов и ток сварки. Выбирают его в соответствии с таблицей в зависимости от толщины металла.
| Толщина металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 12-15 | 15-18 |
| Диаметр сварочного электрода, мм | 1.0-1.5 | 1.6-2.0 | 2.0-2.4 | 2.5-3.1 | 3.2-3.9 | 4.0-4.9 | 5.0-5.9 | 6.0 и более |
| Рекомендуемые значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
Для инвертора, используемого в быту и частном строительстве, достаточно диапазона 60-160 А. Плавная регулировка позволит более точно подобрать ток сварки и улучшить качество шва.
Еще один параметр, имеющий значение – продолжительность включения, обуславливающая отношение времени непрерывной работы ко времени использования агрегата на максимальных токовых режимах. Чем этот показатель выше, тем дольше сварочный инвертор сможет работать без перегрева. На практике необходимое значение продолжительности включения можно рассчитать по соотношению времени сварки к технологическим паузам в работе для смены электрода или подготовки деталей. Например, при заявленной продолжительности включения 80% время сварки составит 4 минуты с обязательной паузой в 1 минуту. На практике паузы бывают значительно больше, но запас надежности агрегату не повредит.
Также важно наличие дополнительных функций, самые популярные из них:
- Hotstart, или «горячий старт» – скачкообразное повышение тока в начальный момент сварки, что облегчает процесс возникновения дуги;
- Antistick – опция, резко снижающая ток при залипании электрода и позволяющая без труда отнять его от свариваемого металла;
- Arcforce, или «форсаж дуги» – используется при сварке вертикальных швов, улучшает качество шва.
Эти опции реализованы практически во всех современных моделях инверторов.
Все сварочные аппараты комплектуются двумя кабелями с зажимами типа «крокодил», электродержателем для электрода. А также клеммами для подключения к сварочному аппарату. При покупке следует обратить внимание на длину кабелей – она должна быть не менее 2 метров.
При выборе любого сварочного аппарата важно смотреть также на гарантийный срок, наличие послегарантийного обслуживания и близость сервисных центров. Страна-производитель не имеет особого значения, многие китайские модели превосходят европейские аналоги по функционалу, в то же время имеют более низкую стоимость и при этом весьма надежны.

